

- 2024-12-23 16:26 2100
- 产品价格:1850.00 元/吨 起
- 发货地址:河南郑州金水区 包装说明:不限
- 产品数量:9999.00 吨产品规格:不限
- 信息编号:146393256公司编号:14416775
- 陈经理 微信 13015537036
- 进入店铺 在线留言 QQ咨询 在线询价
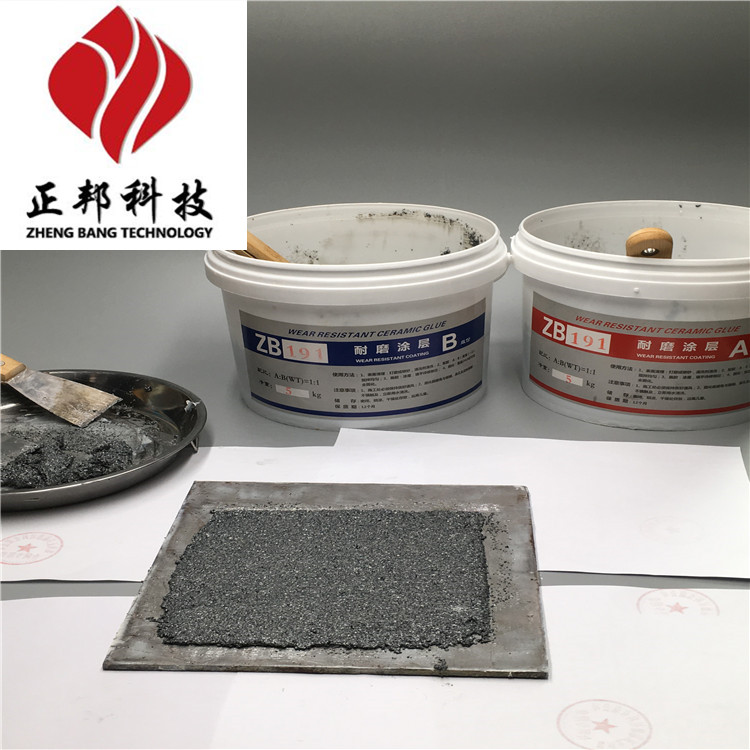
冷喷涂耐磨涂料..
- 相关产品:
施工步骤:
焊接锚固抓钩→绑金属网→搭脚手架→喷涂耐磨料→修整→拆脚手架→清回弹料。
锚固抓钩与壳体的焊接在壳体制作后进行,按行列间距各为250mm要求弹线定位, 呈梅花形布置。在道内侧壳体焊接时保持锚固抓钩Y型开口向内侧并使Y型抓钩垂直于道内侧壁。金属网绑扎在喷涂施工前进行,其行、列布置冷拔钢筋(或8#铁丝)。

二、耐磨喷涂料用途:高炉、热风炉及管道、烧结道、焚烧炉、沸腾炉等工业窑炉和快速维修。

施工步调:
焊接锚固抓钩→绑金属网→拆足脚架→喷涂耐磨料→建整→拆足脚架→浑回弹料。
锚固抓钩取壳体的焊接正在壳体系体例做落后止,按止列间距各为250mm要供弹线定位, 呈梅花形安插。正在年夜烟讲内侧壳体焊接时连结锚固抓钩Y型启齿背内侧并使Y型抓钩垂曲于年夜烟讲内侧壁。金属网绑扎正在喷涂施工行进止,其止、列安插热拔钢筋(或8#铁丝)。
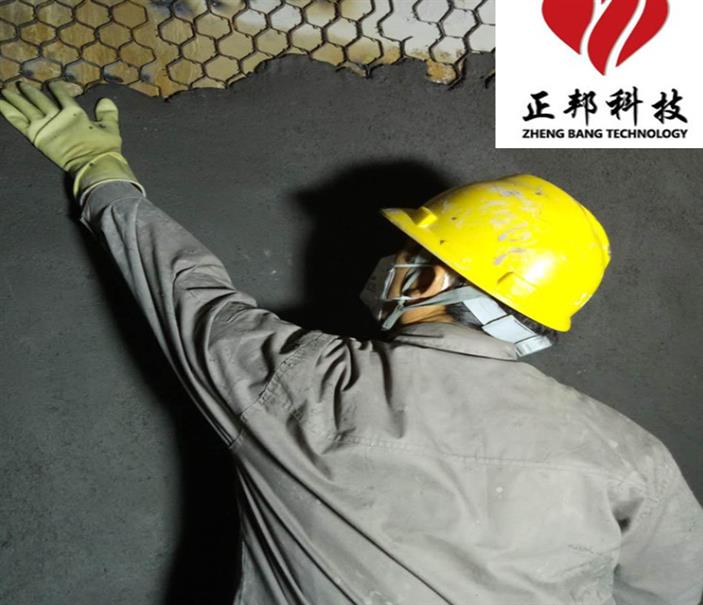
喷涂历程:
将搅拌好的耐磨喷涂料经放射机匀称分派,正在紧缩氛围做用下,由输料管一连运送至喷头,凭据料流年夜小调剂火阀,掌握喷涂层的减火量,待喷涂层构成后,按要供举行外表建整。
喷涂施工的次要参数:
空压机出心压力0.75MPa;放射机事情压力0.35~0.4MPa;下压火泵事情压力0.6MPa;喷涂速度2t?h⑴;放射间隔~.2m;放射圆背取受喷里垂曲;放射量05t;回弹率20%~25%。
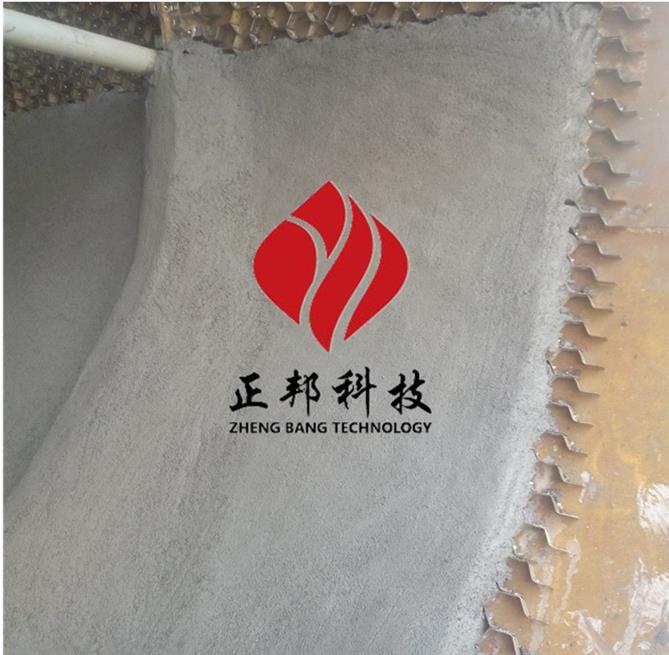
以日用陶瓷碎片战叶蜡石为主本料,一般硅酸盐火泥为分离剂,SiO2微粉为加减剂,减进适当下效加火剂FDN配造的耐磨喷涂料,经喷涂施工后,构成具有定团体性战不乱性的烧结机年夜烟讲内衬,可有用启受气呼呼流战炉料的冲洗。
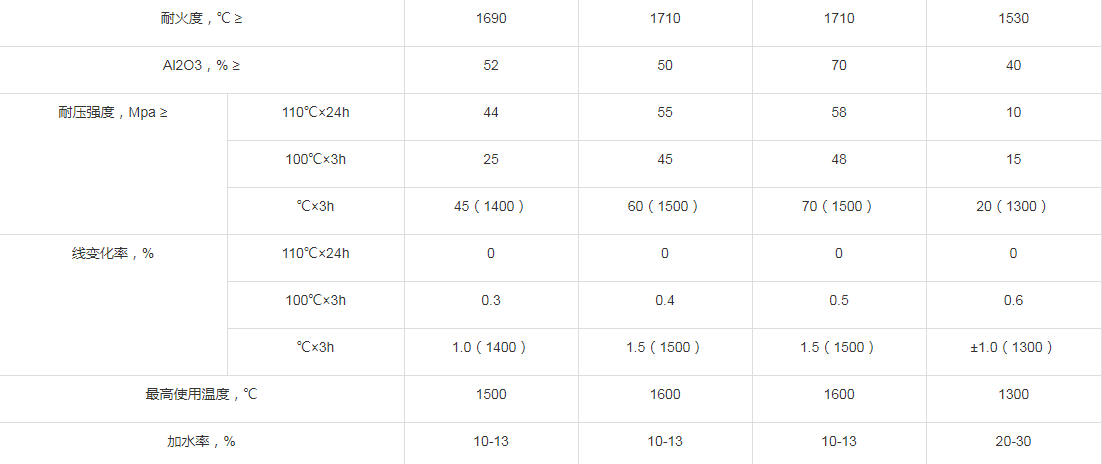
耐磨喷涂料用喷涂方法对烧结机的道内衬进行喷涂。具体施工要求是,道内侧不需刷漆,喷涂厚度 30mm,喷涂长度约65m(不含?3000mm直径处),中间每隔20米留道20mm的膨胀缝,喷涂部位整个道内侧(包括道的拱**部分)。整个喷涂施工包括焊接Y型锚固抓钩、绑扎金属网、搭脚手架、拆脚手架、清理回弹料。
施工步骤:
焊接锚固抓钩→绑金属网→搭脚手架→喷涂耐磨料→修整→拆脚手架→清回弹料。
锚固抓钩与壳体的焊接在壳体制作后进行,按行列间距各为250mm要求弹线定位, 呈梅花形布置。在道内侧壳体焊接时保持锚固抓钩Y型开口向内侧并使Y型抓钩垂直于道内侧壁。金属网绑扎在喷涂施工前进行,其行、列布置冷拔钢筋(或8#铁丝)。
焊接锚固抓钩→绑金属网→搭脚手架→喷涂耐磨料→修整→拆脚手架→清回弹料。
锚固抓钩与壳体的焊接在壳体制作后进行,按行列间距各为250mm要求弹线定位, 呈梅花形布置。在道内侧壳体焊接时保持锚固抓钩Y型开口向内侧并使Y型抓钩垂直于道内侧壁。金属网绑扎在喷涂施工前进行,其行、列布置冷拔钢筋(或8#铁丝)。

二、耐磨喷涂料用途:高炉、热风炉及管道、烧结道、焚烧炉、沸腾炉等工业窑炉和快速维修。

施工步调:
焊接锚固抓钩→绑金属网→拆足脚架→喷涂耐磨料→建整→拆足脚架→浑回弹料。
锚固抓钩取壳体的焊接正在壳体系体例做落后止,按止列间距各为250mm要供弹线定位, 呈梅花形安插。正在年夜烟讲内侧壳体焊接时连结锚固抓钩Y型启齿背内侧并使Y型抓钩垂曲于年夜烟讲内侧壁。金属网绑扎正在喷涂施工行进止,其止、列安插热拔钢筋(或8#铁丝)。
喷涂历程:
将搅拌好的耐磨喷涂料经放射机匀称分派,正在紧缩氛围做用下,由输料管一连运送至喷头,凭据料流年夜小调剂火阀,掌握喷涂层的减火量,待喷涂层构成后,按要供举行外表建整。
喷涂施工的次要参数:
空压机出心压力0.75MPa;放射机事情压力0.35~0.4MPa;下压火泵事情压力0.6MPa;喷涂速度2t?h⑴;放射间隔~.2m;放射圆背取受喷里垂曲;放射量05t;回弹率20%~25%。
以日用陶瓷碎片战叶蜡石为主本料,一般硅酸盐火泥为分离剂,SiO2微粉为加减剂,减进适当下效加火剂FDN配造的耐磨喷涂料,经喷涂施工后,构成具有定团体性战不乱性的烧结机年夜烟讲内衬,可有用启受气呼呼流战炉料的冲洗。

耐磨喷涂料用喷涂方法对烧结机的道内衬进行喷涂。具体施工要求是,道内侧不需刷漆,喷涂厚度 30mm,喷涂长度约65m(不含?3000mm直径处),中间每隔20米留道20mm的膨胀缝,喷涂部位整个道内侧(包括道的拱**部分)。整个喷涂施工包括焊接Y型锚固抓钩、绑扎金属网、搭脚手架、拆脚手架、清理回弹料。
施工步骤:
焊接锚固抓钩→绑金属网→搭脚手架→喷涂耐磨料→修整→拆脚手架→清回弹料。
锚固抓钩与壳体的焊接在壳体制作后进行,按行列间距各为250mm要求弹线定位, 呈梅花形布置。在道内侧壳体焊接时保持锚固抓钩Y型开口向内侧并使Y型抓钩垂直于道内侧壁。金属网绑扎在喷涂施工前进行,其行、列布置冷拔钢筋(或8#铁丝)。




{kind=link}