
- 2025-04-11 16:36 3900
- 产品价格:50.00 元/千克 起
- 发货地址:河南郑州金水区 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:149662478公司编号:14416775
- 陈经理 微信 13015537036
- 进入店铺 在线留言 QQ咨询 在线询价
登封耐磨修补剂 耐磨修补胶泥
- 相关产品:
适用范围
1火力发电厂的气固两相流设备中,如:各类粗细粉分离器、
排粉机内壳、一次风管与弯头、磨煤机出口管道与弯头等大面积易磨
排粉机内壳、一次风管与弯头、磨煤机出口管道与弯头等大面积易磨
损部位,以及尾部烟道、料仓、料斗、灰斗和部分灰水系统中。
2化工、矿山机械、选矿、治炼等设备磨损部位的耐磨衬;
3贮槽、贮罐、反应釜的防腐蚀面层或内衬
4管道、酸碱容器裂缝、孔洞的封堵漏等。
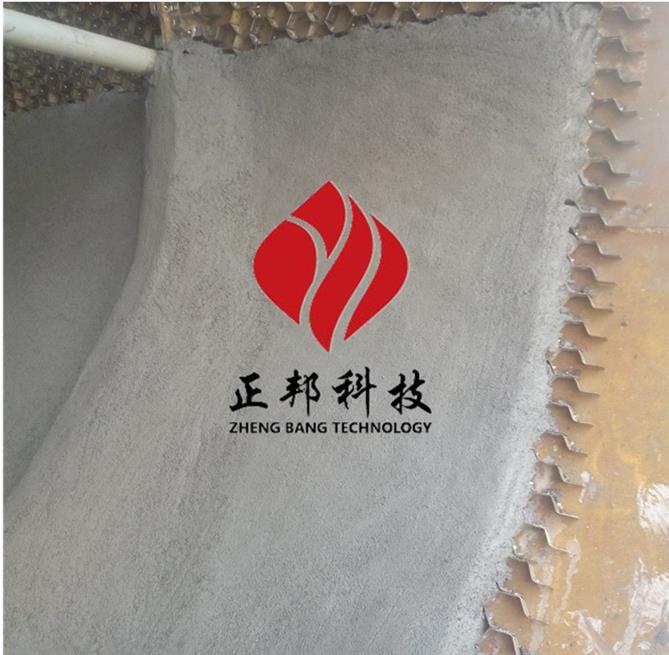
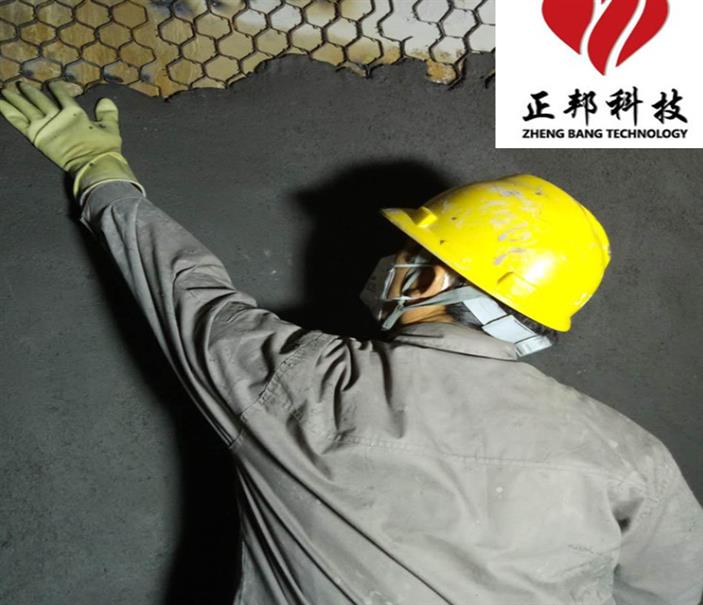
1.表面处理:对需处理部位进行粗化处理(喷砂处理 佳,如不具备喷砂条件也可用角磨机打磨处理);对粗化处理过的表面清洗剂(可用丙酮、乙酸乙酯等)清洗并晾置干燥;处理过的表面应是粗糙、干净的新鲜金属基材。
2、配制:将磁选机 耐磨涂层按A:B=1:1将A、B组份混合均匀,并在30min内用完。一般是边施工边配置, 配置量不能过5公斤, 配置过多的胶,固化速度快,还没用完已经部分固化而不能使用。
3、涂敷: 的涂层厚度是3~6mm,将混合好的材料涂敷于底涂表面,胶层要压实。涂层涂到需要的尺寸后把表面修平整。
4、固化:25℃固化24小时可投入使用;温度低于15℃时,应采用加热来促使固化。有加热条件的在常温固化后尽量80℃保温2小时,涂层 可 30%。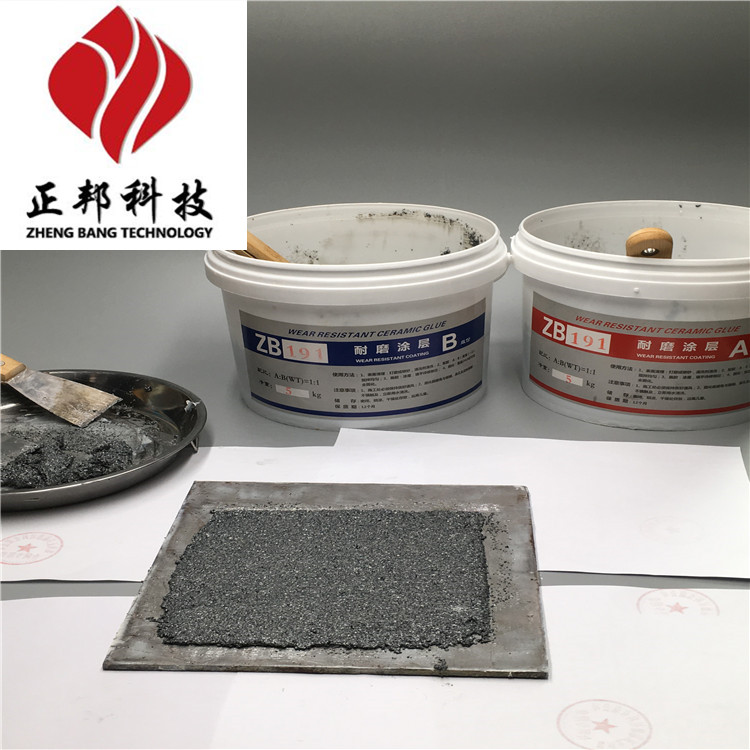
特点:
1、 双组分、黑色或蓝色胶泥状。可常温固化,加热固化可获得较好的综合 。
2、 与金属基材具有优良的结合强度。
3、 可刮涂,易成型,施工 。固化后的涂层耐水耐老化 。
4、 耐磨抗冲击 ;抗冲击 是进口耐磨防护剂的3~5倍。
产品用途:
磁选机 耐磨涂层是由高 耐磨骨料(碳化硅、金刚砂等)与特种高分子材料进行复合得到的高 耐磨抗冲击聚合材料。用于磁选机滚筒表面磨损的修补或直接在滚筒表面制作耐磨抗冲击涂层。
由各类高性能耐磨、抗蚀材料(如陶瓷、碳化硅、金刚砂、钛合金)与改性增韧耐热树脂进行复合得到的高性能耐磨抗蚀聚合陶瓷材料,用于摩擦磨损失效的零件、管道等。
分类
按照耐磨填充物及应用范围的不同将其分为:
ZB191耐磨修补剂:由各类高性能耐磨、抗蚀材料(如陶瓷、碳化硅、金刚砂、钛合金)与改性增韧耐热树脂进行复合得到的高性能耐磨抗蚀聚合陶瓷材料。用于摩擦磨损失效的轴颈、轴孔、轴承座等零件。
ZB191耐磨修补剂:由各类高性能耐磨、抗蚀材料(如陶瓷、碳化硅、金刚砂、钛合金)与改性增韧耐热树脂进行复合得到的高性能耐磨抗蚀聚合陶瓷材料。用于一般负荷细颗粒冲蚀磨损的泵体、叶轮、风机壳体、管道螺旋输送器等的和预保护。
ZB191耐磨修补剂:以硬陶瓷及金属碳化物为骨材,可用于磨粒直径小于25mm的磨料磨损设备的。如输料槽、管道弯管、泥浆泵等。
性能特点
☆ 耐磨性能,是一般金属的2倍以上。
☆ 与各类金属基材有很高的结合强度;
☆ 施工工艺性好、固化无收缩;
☆ 固化后的材料有很度,可进行各类机械加工;

{kind=link}