- 2024-05-05 11:16 2470
- 产品价格:50.00 元/千克 起
- 发货地址:河南郑州金水区 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:169012596公司编号:14416775
- 陈经理 微信 13015537036
- 进入店铺 在线留言 QQ咨询 在线询价
河南耐磨修补剂 耐磨陶瓷涂层
- 相关产品:
碳化硅耐磨修补剂,刷涂陶瓷防护剂,高温耐磨防腐涂层,清洗剂
角磨机,砂轮片,手套,电子秤,油灰刀,毛刷,刮板
方法/步骤
1
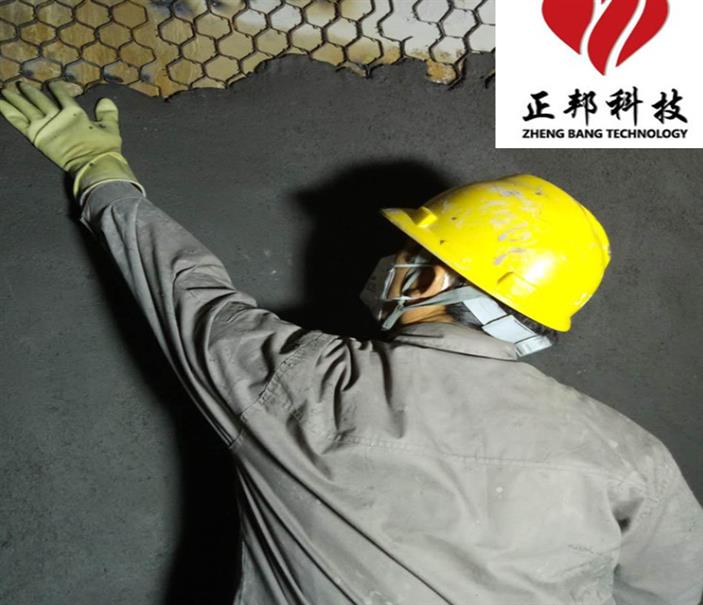
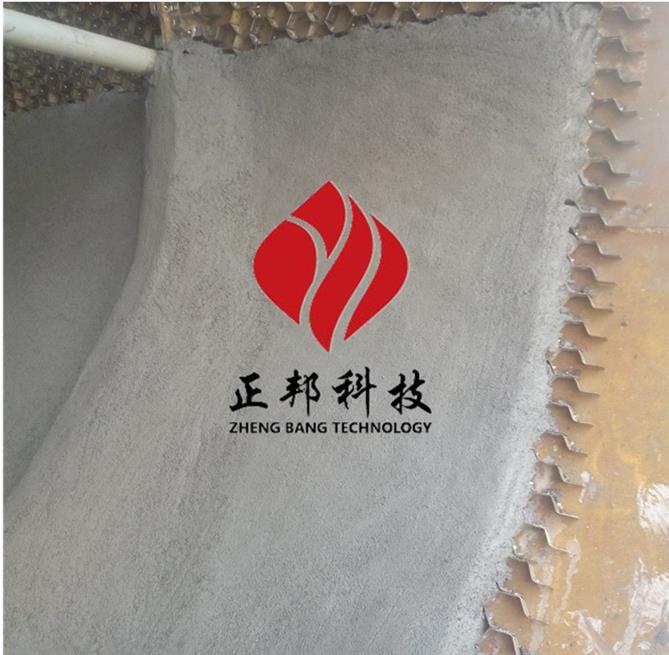
先确定工况,选用合适的材料。温度100-200度的高温区域腐蚀磨损涂敷高温碳化硅耐磨防腐涂层ZB191高温耐磨防腐涂层。如:脱硫系统原烟道耐磨防腐涂层;引风机壳体、叶轮磨损;磨煤机倒锥体、粉管、风管磨损;旋风筒、选粉机磨损等。磨损较轻的腐蚀性场合可刷涂ZB191刷涂陶瓷防护剂。如:真空泵、循环水泵、烟气换热器、除雾器、凝汽器、化工车间、脱硫风机等。 浆液颗粒冲刷磨损场合涂敷ZB191碳化硅耐磨修补剂,如:矿浆管道、弯头、阀门磨损。受力较大或腐蚀性严重工况设备冲刷磨损需刷涂ZB191刷涂陶瓷防护剂作底胶。如:浆液循环泵泵壳、护板、叶轮、脱硫管道、弯头、大小头腐蚀磨损。 确定材料后,角磨机粗化处理金属基材,清洗剂清洗,晾置干燥。
将混合均匀的材料逐层涂敷于磨损部位,胶层要压密实,避免胶层中存在空洞。至所需尺寸后将表面平整。
室温放置24小时完成固化或加热2小时完成固化。

使用方法
1. 表面处理:对待修补部位进行粗化处理,再用清洗剂进行清洗。
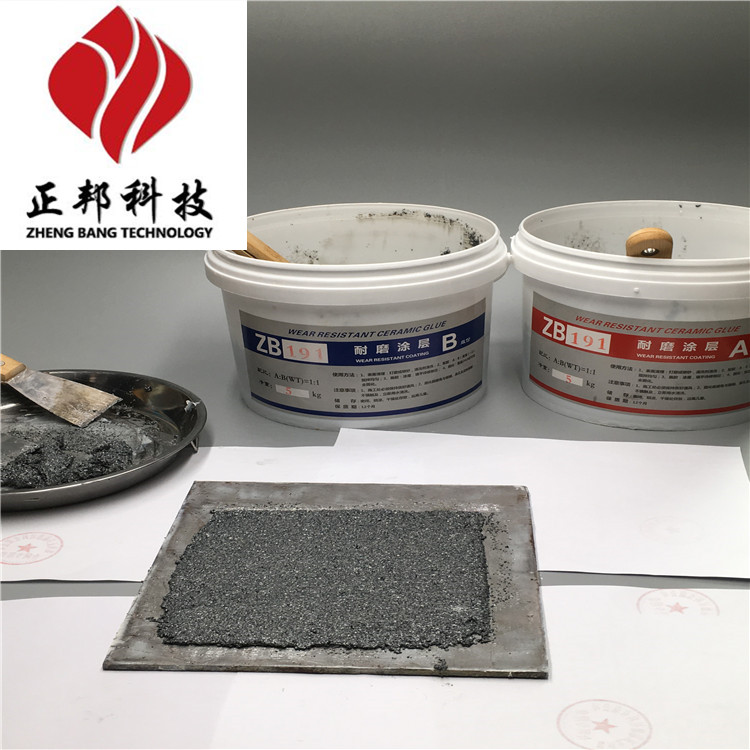
2. 配制:按质量比A:B=1:1或体积比A:B=1:1将A、B两组份混合均匀,并在规定操作时限内用完。
3. 涂敷:将混合好的材料逐层涂敷于待修部位,层要压实,使之与基材充分浸润。
4. 固化:20~25℃固化24小时后可投入使用,若温度低应采用加热或延长固化时间来固化
五、涂层厚度
一般以涂装5mm为宜,薄可涂装3mm,也可根据工况需要涂装10mm、25mm。
胶泥特性
1快速设备磨损部位
2全面强化设备的耐磨性
3施工简单、无须设备
4对被涂装的设备无热影响变形;
5适用于各种曲面和垂直工作面。
机械设备在生产工程中出现损坏是不可避免的问题,为了应对这一问题,生产厂家在生产时都会选用耐磨性能较强的原材料和零部件。特别是选矿设备制造行业,该行业的设备生产过程中腐蚀比较严重的产品,在生产过程中长期与石料或其他物料进行摩擦接触,很容被磨蚀。常见的设备损坏如泵件、管道的过流冲蚀、球磨机的磨损、浮选机的腐蚀、旋流器内部材料的断裂在选矿行业几乎每天都在发生。常见的设备损坏如泵件、管道的过流冲蚀、球磨机的磨损、浮选机的腐蚀、旋流器内部材料的断裂在选矿行业几乎每天都在发生。
角磨机,砂轮片,手套,电子秤,油灰刀,毛刷,刮板
方法/步骤
1
先确定工况,选用合适的材料。温度100-200度的高温区域腐蚀磨损涂敷高温碳化硅耐磨防腐涂层ZB191高温耐磨防腐涂层。如:脱硫系统原烟道耐磨防腐涂层;引风机壳体、叶轮磨损;磨煤机倒锥体、粉管、风管磨损;旋风筒、选粉机磨损等。磨损较轻的腐蚀性场合可刷涂ZB191刷涂陶瓷防护剂。如:真空泵、循环水泵、烟气换热器、除雾器、凝汽器、化工车间、脱硫风机等。 浆液颗粒冲刷磨损场合涂敷ZB191碳化硅耐磨修补剂,如:矿浆管道、弯头、阀门磨损。受力较大或腐蚀性严重工况设备冲刷磨损需刷涂ZB191刷涂陶瓷防护剂作底胶。如:浆液循环泵泵壳、护板、叶轮、脱硫管道、弯头、大小头腐蚀磨损。 确定材料后,角磨机粗化处理金属基材,清洗剂清洗,晾置干燥。
将混合均匀的材料逐层涂敷于磨损部位,胶层要压密实,避免胶层中存在空洞。至所需尺寸后将表面平整。
室温放置24小时完成固化或加热2小时完成固化。

使用方法
1. 表面处理:对待修补部位进行粗化处理,再用清洗剂进行清洗。
2. 配制:按质量比A:B=1:1或体积比A:B=1:1将A、B两组份混合均匀,并在规定操作时限内用完。
3. 涂敷:将混合好的材料逐层涂敷于待修部位,层要压实,使之与基材充分浸润。
4. 固化:20~25℃固化24小时后可投入使用,若温度低应采用加热或延长固化时间来固化

五、涂层厚度
一般以涂装5mm为宜,薄可涂装3mm,也可根据工况需要涂装10mm、25mm。
胶泥特性
1快速设备磨损部位
2全面强化设备的耐磨性
3施工简单、无须设备
4对被涂装的设备无热影响变形;
5适用于各种曲面和垂直工作面。

机械设备在生产工程中出现损坏是不可避免的问题,为了应对这一问题,生产厂家在生产时都会选用耐磨性能较强的原材料和零部件。特别是选矿设备制造行业,该行业的设备生产过程中腐蚀比较严重的产品,在生产过程中长期与石料或其他物料进行摩擦接触,很容被磨蚀。常见的设备损坏如泵件、管道的过流冲蚀、球磨机的磨损、浮选机的腐蚀、旋流器内部材料的断裂在选矿行业几乎每天都在发生。常见的设备损坏如泵件、管道的过流冲蚀、球磨机的磨损、浮选机的腐蚀、旋流器内部材料的断裂在选矿行业几乎每天都在发生。


{kind=link}